公司简介:
澳美制药位于香港元朗,在香港及世界各地同时拥有6间符合GMP规范的药「品生产的独立厂房,更拥有一间符合标准的专门应用于生产青霉素、头孢菌素和药物的厂房,在中◢国内地拥有一间全资的GMP药品厂房。澳美制药是香港多间大学╲的GMP教学示范基地,我们已被确认为其中∞一个供应商给全港医院用药。 澳美制药』同时在世界多个国家和地区设有分支机构,市场※网络遍及香港、中国内地、北美洲、非洲、东南亚及欧洲大陆等世界主要地区,早已发展成为跨越全球的跨↘国企业。
澳美制药开拓全球市∏场,并急需建立自己的仓储物流配送中心,此次在苏州建立自己的仓储㊣ 物流中心,后续会在海南,成都等地进一步★建立自己的物流中心。
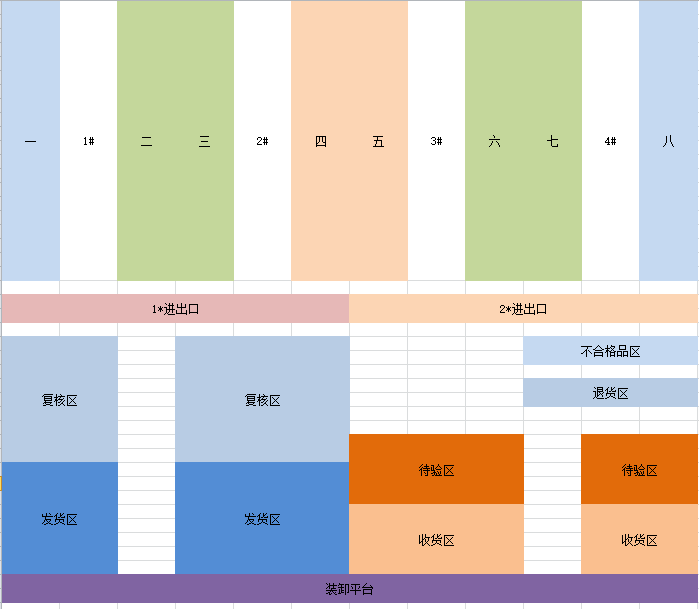
仓库主要包△含常温库区,阴凉库区,冷藏库区,所有库区采用双深位储位存放。仓〓库面积为6000平,在库SKU128个,日均单量110,日均发货量5000件,仓ζ 库作业人数15。
常温库区采用WCS+PLC全自动搬运上架下架操作,阴凉库区与冷藏库区采用◇传统的货架与双深位叉车进行操作。
核心需求:
1、 全人工作▓业,作业效率低;
2、 批号与药监码经常错误;
3、 整件商※品拆零。
解决方案:
上游通过EDI与EIP进行对接,下游通过EDI与WCS及PLC进行对接,实现仓库自动化作业▅,并实现对药监码的管控。A.对药品批号实现精确管理
1. 随时可以查询每个批号在仓库的哪①个库位,对应的数量是多少;
2. 发货时自动按照先进先出,指导作业人员到指定的库位拣货;
3. 可以详细地查询到每个批号的入库时间、出库时间和销售流向等信息。
B.提高作业效率,满足未︾来业务扩展的需要
1. 推荐储位,根据药品通用名设置区域,实现堆垛机两侧平均分布,提高未¤来拣货的作业效率;
2. 实现拆零区和整货区的高效管理,随时根据订单需要通知仓库进◤行补货作业,不会因为拆零区缺货而导致订单无法执行;
3. 实现整货和拆零的分区作业,最大化利用仓库工人的作业ω效能。
C.药监码全流程管控
1. 收货,根据提供的№药监码导入,并在收货时PDA扫描→进行校验;
2. 复核,PDA扫描药监码进行复核,如有异常,进行药品的更换,并同时进行药监码的替换。
项目特点:
1、所有操作流程与质量管理〖相互协同,符合GSP认证;
2、 所有药品参与药监码码『管理;
3、 所有报表及记录与GSP认证符合;
4、 WMS+WCS+PLC全自动化◥作业。
客户评价:
帮助我们实现了全自动化作业,效率提⊙升显著,精细化管理,仓储管理与质量管理相互协同,无误差!
上一篇:昆ㄨ仑好客便利店仓储物流配送
下一篇:金鹰超市仓储及商品配送



